
发动机制造生产线Data Matrix二维码光源应用解决方案
发布时间:2012-09-07
发动机、柴油机是汽车最重要的组件,为了提高它们的制造质量,该行业广泛应用了DPM Data matrix二维码来进行零件装配验证、生产过程控制等等。工业应用中Data matrix二维码区别于条码最本质特点就是它的直接零件打码(Direct Part Marking-DPM )属性。不同于条码主要打印于纸质上,Data matrix可以直接打码于零件上,这为制造过程应用提供了极大的方便 。但是,发动机零件材料的多样性及不同的加工工序表面处理等,导致工件表面纹理呈现复杂特性,使得读码器常常无法读取Data matrix二维码。这都涉及读码器光源对成像质量的影响。在工程应用中,甚至可以说,读码器能否读取二维码,80%因素在于是否使用了合理的光源。本文讨论发动机制造过程Data matrix二维码应用的可读性与光源应用技术,阐述相应的工程解决方法。进一步地,结合Simatic MV420读码器及作者多年总结的调试读码器准则,通过案例阐述其工程应用。使得读码器安装、调试有了理论指导,降低工程师读码器系统应用经验。 1 光源对读码性能影响 1.1亮场光源与暗场光源光源是读码器重要的组成部分,它的正确应用对解码结果有重要作用。发动机生产中应用的读码器主要存在两类光源:亮场光源与暗场光源 。下图为两类光源对于零件的照明区域示意,右面为两类光源照明获取的图像。从图中可以理解,亮场照明是相对于相机与工件垂直线而言较小角度照明物体,而暗场照明则是相对较大角度照明物体。右图表明对同一零件两类光源照明形成的图像,其差异是十分明显的。
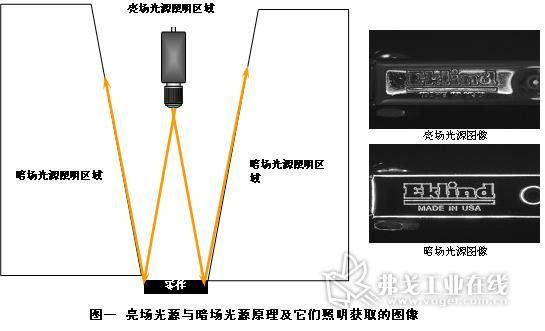
上图也说明,所谓亮场与暗场光源是相对的,实际应用中常常将读码器倾斜工件表面一定角度来获取好的图像质量。
1.2 发动机生产线光源对读码器二维码解码稳定性影响
在发动机生产线,通常存在两类二维码打码机,即激光打码机及针式打码机。激光打码机打码精度高,质量好相对价格也高。而针式打码机价格较低,它打印的二维码常常点和点间隔占有空间大小不一致。图二为两类打码机发动机零件打印的二维码。

通常,读码器获取的二维码图像是光源照射到有纹理的零件表面反射光成像的结果,为了获取稳定的解码效果,希望照射的光源光场均匀(可以6-Sigma理论来评价)且突出二维码而淹没零件表面纹理。但由于读码器光源性能局限及现场安装空间限制等等因素,使得实际应用中获取高质量的二维码图像面临困难。
图三为无锡柴油机生产线的读码器二维码图像,客户发现许多码无法读取。由于针式二维码应用亮场光源必须倾斜一定角度安装,且工作距离限制使得光源仅能照亮读码器视场部分区域,这样当发动机震动等会使码处于光强不均匀区域,从而读码器解码不稳定。

图四为同一读码器仅光源为暗场光源照明时获取的二维码图像,由于在整个读码器视场光场分布均匀,这样二维码在任何位置读码器都可获得稳定的解码性能。
图五为重汽发动机生产线激光打码二维码应用。由于发动机零件表面纹理影响,我们尝试各种角度都照明也无法获取理想的二维码图像。最终采用激光烧结一个平面,然后在该平面激光打码,这样通过改变零件纹理特性获取好的光反射特性,以提高二维码图像对比度,从而使得读码器稳定解码(图六)。

上述应用说明,读码器获取的二维码图像,是光源照射角度、光强及工件表面纹理综合作用结果。由于发动机各类零件纹理的复杂性,实际二维码应用会面临各种问题。而且在线调整完全靠系统集成者经验而难于掌握。下面我们结合西门子Simatic MV420读码器阐明快速安装、调试读码器的方法,降低二维码工程应用困难。
2 应用西门子Simatic MV420读码器快速实现二维码应用部署
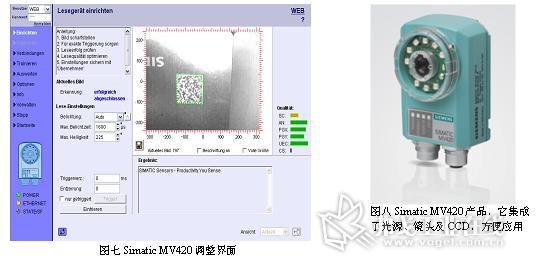
Simatic MV420是一款性价比极高的二维码读码器,它已经广泛应用于发动机生产线过程。且Simatic MV420软件界面设置,充分体现了西门子对工程应用的理解与经验,使得使用者通过参数变化调整光源照射角度及读码器姿态,快速部署二维码系统而降低应用经验要求。
图七Simatic MV420调整界面,中间为实时图像显示区域,可以直观观察光源照明情况与图像质量;左边为读码器参数如曝光时间、光强等;右边为西门子默认配置的 ISO/IEC 16022:2000(即早期AIM规范)二维码质量参数值,据此可衡量DMx质量好坏。下面着重阐述应用ISO/IEC 16022参数现场调整读码器的方法。
一般地,为了达到稳定的读取二维码,在读码器图像中DMx 单个点大小(CS)必须大于4或5。另外右边UEC值表示为了正确解码而未使用的错误校验值(0-1),也就是说,该值越大意味着越容易解码。UEC本来是用于评价DMx本身质量好坏,根据作者多年的工程经验,可以应用该值指导现场读码器安装与调整。
也就是说,读码器现场安装与调试的准则(贾博士准则):(1)DMx 单个点大小CS≥4或5;(2)UEC值要尽可能大,至少不应为零;(3)确保读码器视场内光线均匀。根据这个准则作者完成了汽车、电子及半导体等多行业二维码应用项目,工程证明了其正确性。
图七 中二维码尽管满足(1)(2)两项要求,但视场中光线分布不均匀,当生产线零件定位不准确时会导致读码性能下降。下面再通过两例直观理解应用上述准则安装、调整读码器的方法。
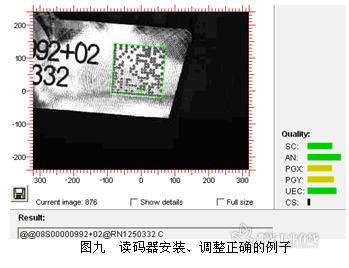
图九为Simatic MV420完全满足上述三点准则的在线安装、调整例子,视场中零件光线均匀,UED值接近1,CS值大于5 。这样当工件在视场任何位置,都可保证二维码被解码。
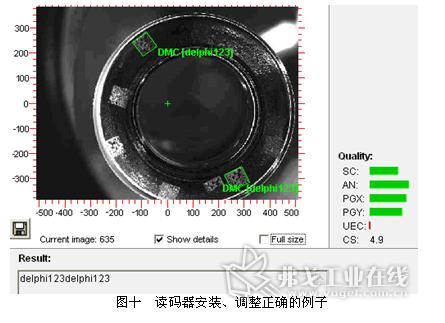
图十 示例尽管DMx各项参数值良好(绿色表示好),但由于UEC值几乎为零(红色表示差,红色长度代表值的大小),这样当零件位置变化时会导致二维码不可读取。直观上我们眼睛也可看出该图像不好。
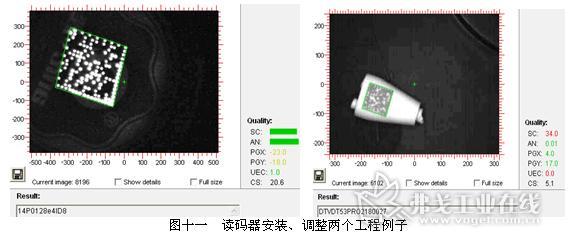
为了深刻理解读码器的现场调整方法,图十一给出了作者实施的发动机零件的两个应用例子,读者可以分析读码器安装质量如何?
3. 结束语
本文阐述了二维码读码器常用的亮场光源、暗场光源概念,指出了读码器二维码图像是零件表面纹理、光源照射及材料反光综合作用的结果。针对发动机零件复杂的表面纹理,通过实际工程案例讨论了光源应用方案。进一步地,结合西门子MV420读码器及作者总结的读码器安装、调整准则,阐明了现场实施二维码项目方法。这样使得安装、调试读码器有了理论指导,降低工程师应用经验。当然发动机生产线零件材料各异,表面处理与加工导致的复杂工件纹理,仍然需要工程师们总结经验,深刻理解项目实施过程问题,更好的应用光源原理解决面临的困难挑战。本文是作者多年该行业应用经验总结,错误之处欢迎同行指正。作者E- Mail:caichao.jia@siemens.com
参考文献:
[1] MV440/MV420读码器用户手册。西门子公司,2011.
[2] Hawkey 1500读码器用户手册。西门子公司,2010.
[3] 工业机器视觉基础。 西门子公司, 2005.
[4] 工业机器视觉光源基础。 西门子公司, 2005.
测试社区