


VEC间误差补偿技术
发布时间:2011-09-15
间误差补偿技术(VEC)的数据计算方式是基于切比雪夫多项式(Chebyshev Polynomials)演变而来。API独有的测量软件计算出多项式的运动学方程来描述机床运动时产生的不同误差,从而对机床运动空间内的任何坐标上的误差进行精准补偿。

使用VEC技术的第一个步骤就是建立VEC机床模型。应用机床的CAD模型,根据不同机床的特征建立运动误差模型。根据建立的运动误差模型,API的测量软件会计算并提供出一个测量路径的最佳解决方案,并避免与机床运行过程中有可能关联到的物体,例如固定装置、夹具等相冲突。利用这种计算方法,可以使带有复杂结构的机床(如带旋转轴的机床和6轴机床等)的测量标定变得像标准3轴机床一样简单。

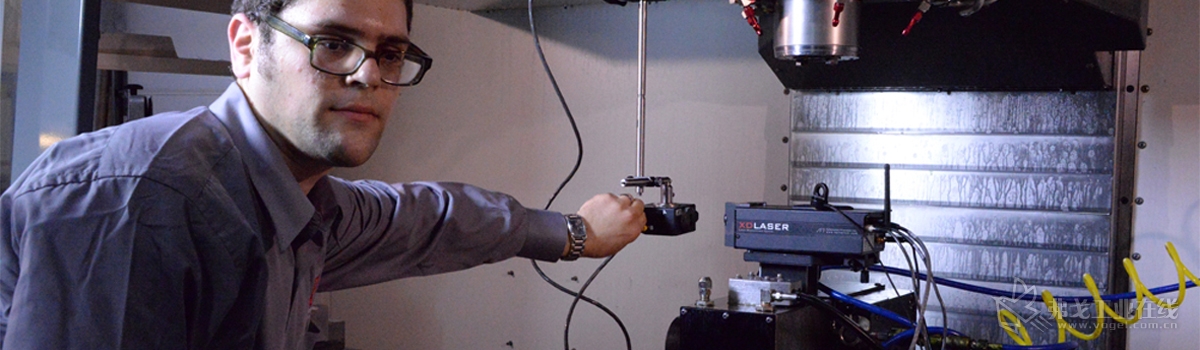
API测量软件计算出的测量路径可以避免测量过程中可能发生的部件相互碰撞的情况。而这一测量路径是如何得出的呢?方法就是:在机床运动的空间内随机取200至400个参照点(见上图),将机床在这一运行空间内每个轴上的所有可能形成的姿态进行模拟,从而根据这一数据来计算出最终的测量路径。测量时,机床主轴会沿着预先设计好的路线进行运动,与此同时,API的T3激光跟踪仪发射出的激光束将会始终跟踪固定在位于机床中心点机床主轴上的API Active Target活动靶标,对机床运行的完整路线进行测量。由于测量软件已为测量设计出了最佳路线,所以在测量过程中绝不会发生碰撞事件,也不会因为主轴的运动遮挡了激光束而中断测量。
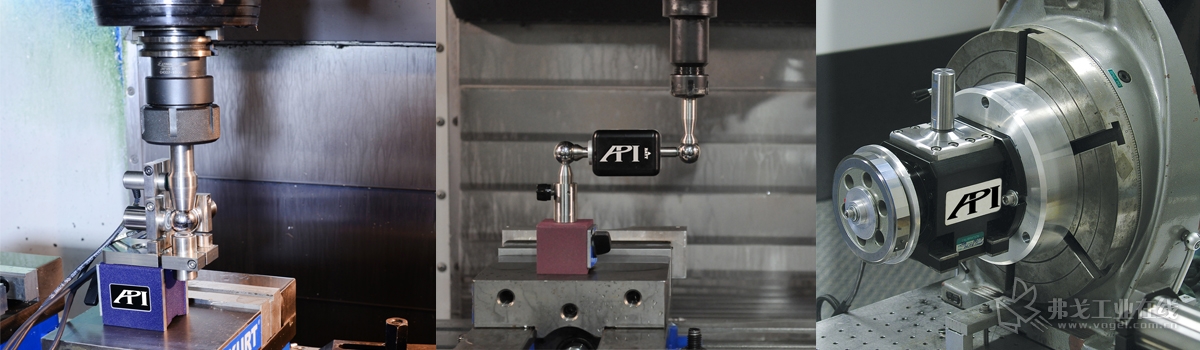
实际测量中,无论机床的大小和结构复杂与否,整个测量的过程会在1至3个小时之间。由于API的T3跟踪仪在设计上的紧凑型、便携性、高复合性、以及测量范围极广的特性,在测量时,T3激光跟踪仪既可以被安装在机床上,也可以被安置于机床之外。而Active Target活动靶标则被安装固定在位于机床中心点的机床主轴上。Active Target实际上是一个机动化的SMR,其特有的内置反射镜进行不间断的转动,从而可以在移动中始终锁定T3激光跟踪仪发射出的激光束,不会将激光束跟丢。测量时,每当机床运行到一个新的测量点就会停顿3至4秒钟,使机床完成休整并稳定在其所应到达的位置,T3激光跟踪仪会在这一间隙对这个参照位置实施30次至100次的测量。当计算出测量数据的平均值,便会反射信号至机床,使其移动到下一个待测位置。
整个过程需要对待测机床进行三次测量(见下图):第一次测量时应使用一个稍长的适配杆用来固定Active Target;第二次重复第一次的过程,以便核实、检查数据的准确性;第三次,也就是最后一次则应使用一个较短的适配杆固定Active Target进行测量。这个过程不仅仅是简单的三次测量,实际上,使用长短不同的适配杆固定Active Target进行测量,为每一个待测的参照点生成了向量。使用这种方法既可测得位置参数,又可以测得方向的数据。其原因在于:每个待测的参照点与其前一个被测量的点之间都会形成一个杆状的连接,随着测量进程的发展,所连接的点就越多,而这样,通过200至400个随机参照点,就形成了点云(Point Cloud),而不是简单的三个平面。

如下图所示,通过这些向量(杆状连接)可以确定机床运动空间中的每一个点,并通过上万次的计算得到这些参照点的位置参数(X,Y,Z)以及方向参数(如:俯仰角、偏摆角、滚动角)。接下来,软件将会根据测得的参数计算出补偿值,将补偿参数储存,以便上传至机床的控制系统,在机床实际作业中进行空间误差的补偿。


爱佩仪自动精密仪器科技(上海)有限公司